
Cabeça de limpeza a laser portátil SUP 22C
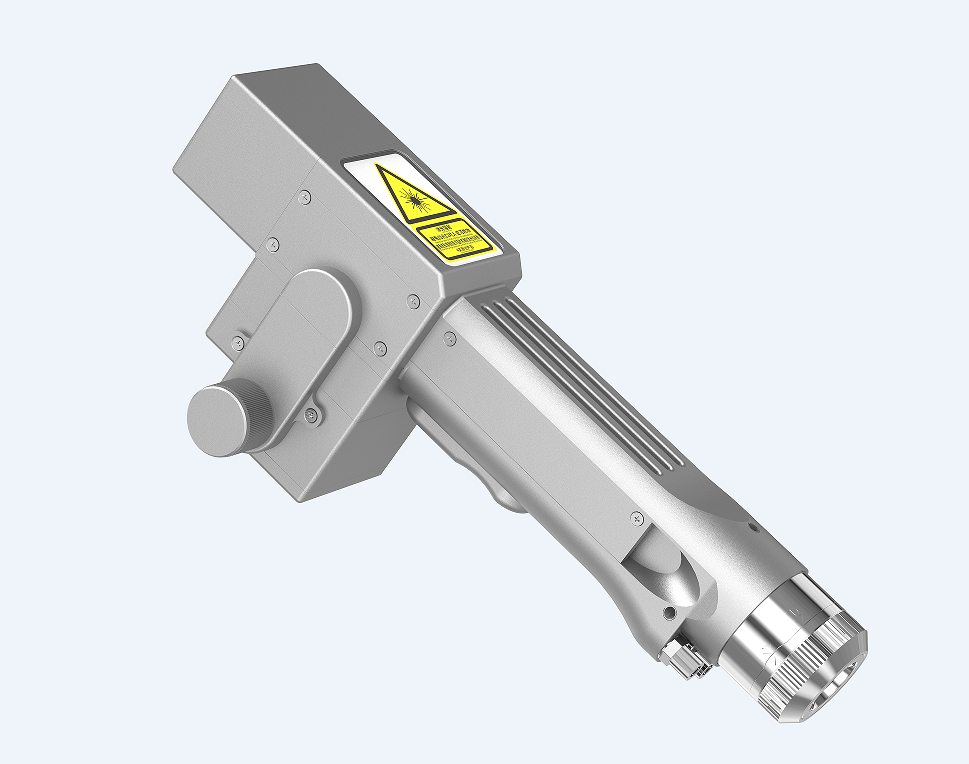
A cabeça de soldagem super é uma cabeça de corte de soldagem portátil lançada em 2019. O produto abrange pistolas de soldagem manuais e sistemas de controle autodesenvolvidos e está equipado com vários alarmes de segurança e configurações ativas de energia segura e desligamento.Este produto pode ser adaptado a diversas marcas de lasers de fibra;o design óptico otimizado e resfriado a água permite que a cabeça do laser funcione de forma estável por um longo tempo abaixo de 2.000 W.
Características básicas: Sistema de controle autodesenvolvido, múltiplos alarmes de segurança, tamanho menor, operação flexível e fácil de usar.
Mais estável: Todos os parâmetros são visíveis, monitoramento em tempo real do status de toda a máquina, para evitar problemas com antecedência, mais conveniente para solucionar problemas e resolver problemas, para garantir a operação estável do cabeçote de soldagem.
Processo: Todos os parâmetros são visíveis, a qualidade da limpeza é mais perfeita.
Parâmetros estáveis e alta repetibilidade: a pressão de ar do bico determinada e o estado da lente, desde que a potência do laser seja estável, os parâmetros do processo devem ser repetíveis.Melhora significativamente a eficiência, ao mesmo tempo que reduz os requisitos do operador.
| Tensão de alimentação (V) | 220±10%V CA50/60Hz |
| Ambiente de veiculação | Suave, livre de vibrações e impactos |
| Temperatura do ambiente de trabalho | 10—40 |
| Umidade do ambiente de trabalho | <70 |
| Método de resfriamento | Resfriamento a água |
| Comprimento de onda aplicável | 1070nm(±10nm) |
| Potência Aplicável | ≤3000W |
| Colimação | D20*3,5 F50 |
| Foco | Lentes cilíndricas côncavas D20 F400 |
| Lentes cilíndricas côncavas D20 F800 | |
| Reflexão | 20*15,2 T1.6 |
| Especificações de óculos de proteção | D30*5 |
| Pressão máxima de suporte | 15bar |
| Faixa de ajuste do ponto | Linha0-300mm |
| Peso | 1,0KG |
1) Garanta um aterramento confiável antes da fonte de alimentação.
2) O cabeçote de saída do laser está conectado ao cabeçote de soldagem.Verifique cuidadosamente o cabeçote de saída do laser ao usá-lo para evitar poeira ou outra poluição.Ao limpar o cabeçote de saída do laser, use papel especial para lentes.
3) Se o equipamento não for utilizado de acordo com os métodos especificados neste manual, ele poderá estar em condições anormais de funcionamento e causar danos.
4) Ao substituir a lente protetora, certifique-se de protegê-la.
5) Observação: ao usar pela primeira vez, não emita luz quando a luz vermelha não estiver visível.