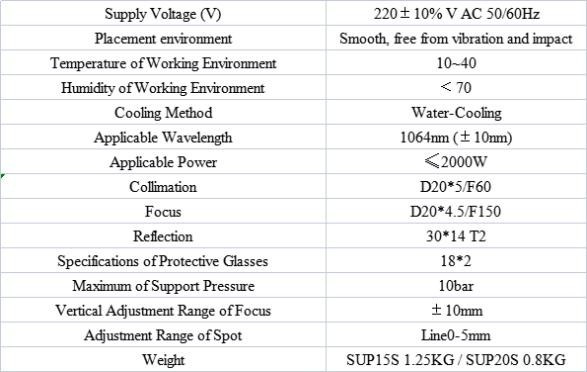
Cabeça de soldagem a laser portátil SUP 20S


Segurança - Segurança
Sistema de detecção de segurança autodesenvolvido com vários alarmes de segurança definidos, seguro e estável
Economia de tempo – eficiente e conveniente
Espelho de foco e gaveta de espelho protetor, fácil de substituir
Leve ------ mais leve e menos pesado
Tamanho menor, peso mais leve, operação flexível, fácil de usar
Qualidade - belo desempenho estável de soldagem
Alta resistência de soldagem, pequena deformação, alta profundidade de fusão
Desempenho - múltiplas funções
Suporte para soldagem contínua portátil, soldagem a ponto, limpeza, corte, "mão" "de" - corpo, autorização por senha
Estamos comprometidos com um rigoroso controle de qualidade e um atendimento atencioso ao cliente, e nossa equipe experiente discutirá suas necessidades com você a qualquer momento.A capacidade real de produção anual da empresa excede 100.000 unidades, e a capacidade máxima de produção anual pode chegar a mais de 30.000 unidades.Nossos produtos vendem bem em todas as cidades e províncias da China e também são exportados para clientes na União Europeia e em outros países e regiões.
Ao mesmo tempo, também recebemos pedidos OEM e ODM.Espero que possamos nos tornar parceiros próximos e de longo prazo!