
Alimentador de fio duplo automático multifuncional

Alimentador de fio duplo automático multifuncional,
alimentador de fio duplo de alta qualidade, fábrica de alimentador de fio multifuncional, alimentador de fio por atacado, fornecedor de alimentador de fio,
Seguro.- Seguro
Pesquisa e desenvolvimento independentes de sistema de detecção de segurança, criação de uma série de alarmes de segurança, segurança e estabilidade
Economia de tempo – eficiente e conveniente
Espelho de foco, gaveta de espelho de proteção, substituição conveniente
Leveza – A leveza reduz a carga
Tamanho menor, peso mais leve, operação flexível, fácil de usar
Qualidade – bela soldagem – desempenho estável
Alta resistência de soldagem, pequena deformação, alta profundidade de fusão
Desempenho – Vários recursos
Suporta soldagem contínua portátil, soldagem a ponto, limpeza, corte, “mão” “desde” – corpo, autorização por senha
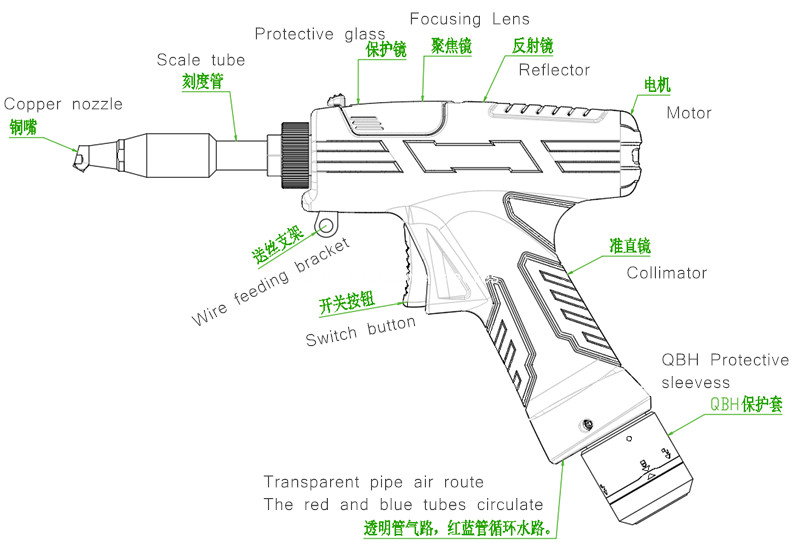
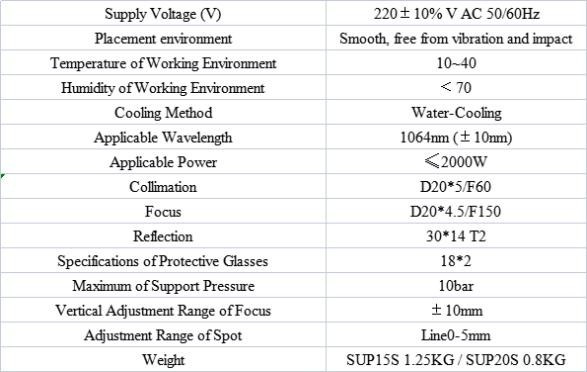
A cabeça de soldagem super é uma cabeça de corte de soldagem portátil lançada em 2019. O produto abrange pistolas de soldagem manuais e sistemas de controle autodesenvolvidos e está equipado com vários alarmes de segurança e configurações ativas de energia segura e desligamento.Este produto pode ser adaptado a diversas marcas de lasers de fibra;o design óptico otimizado e resfriado a água permite que a cabeça do laser funcione de forma estável por um longo tempo abaixo de 3000W.
1) Garanta um aterramento confiável antes da fonte de alimentação.
2) A cabeça de saída do laser está conectada à cabeça de soldagem.Verifique cuidadosamente o cabeçote de saída do laser ao usá-lo para evitar poeira ou outra poluição.Ao limpar o cabeçote de saída do laser, use papel especial para lentes.
3) Se o equipamento não for utilizado de acordo com os métodos especificados neste manual, ele poderá estar em condições anormais de funcionamento e causar danos.
4) Ao substituir a lente protetora, certifique-se de protegê-la.
5) Observação: ao usar pela primeira vez, quando a luz vermelha não puder sair da boca de cobre, certifique-se de não emitir luz
Detalhes de entrega do pacote
Detalhes de entrega do pacote de cabeça de soldagem portátil
★ Primeira camada
Cabeça de soldagem SUP20S 1 unidade
Conjunto do sistema 1
Cabo de sistema padrão 10m
★ Segunda camada
Bocal de cobre 7pcs Bocal de corte 1pc
Tubo de escala 1ud
Lente protetora 10pcs
Grampo de aterramento 1 unidade
Cabo de conexão de tela 1m
Fivela de tela de exibição 1 conjunto
Terceira camada
Tela de exibição 1pcs
interruptor de energia 2pcs
Definição de fiação do controlador
Terminal de alimentação do controlador
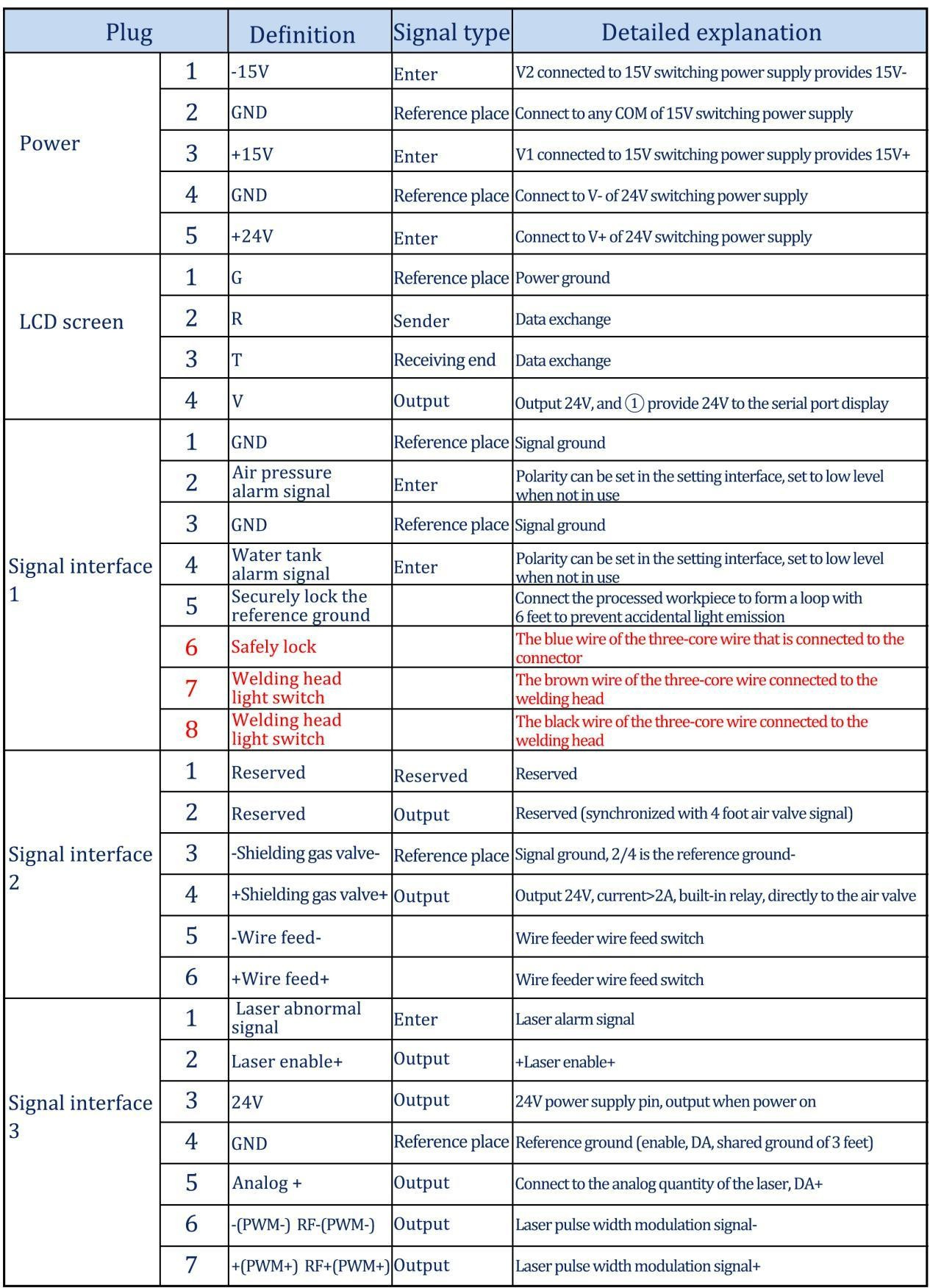
A fonte de alimentação usa a interface 5P, e a fonte de alimentação de comutação de 24 V fornecida e a fonte de alimentação de comutação de 15 V são usadas para fonte de alimentação
Observe que a fonte de alimentação chaveada de 15V distingue os pólos positivo e negativo, V1 está conectado a 15V+, V2 está conectado a 15V- e qualquer COM na fonte de alimentação chaveada de 15V está conectado ao pino 2 GND!
Observe que a fonte de alimentação chaveada deve ser aterrada!
Controlador LCD24/5000
O cabo LCD é fornecido com o dispositivo e pode ser conectado diretamente.Veja a figura acima para definições específicas
Controlador LCD24/5000
O cabo LCD é fornecido com o dispositivo e pode ser conectado diretamente.Veja a figura acima para definições específicas
Interface de sinal do controlador 1
①/②Pin é a entrada do sinal de alarme de pressão de ar, se você precisar habilitar (fiação necessária), defina o nível de alarme de pressão de ar em segundo plano como alto, caso contrário, será baixo
O pino ③/④ é a entrada do sinal de alarme do tanque de água.Se você precisar habilitá-lo (é necessária fiação), defina o nível de alarme de pressão do ar em segundo plano como alto, caso contrário, será baixo
⑤O pino numérico é o aterramento de referência para a trava de aterramento de segurança e é conectado diretamente à peça de processamento com um fio
⑥ O número do pino é a trava de aterramento de segurança da cabeça de soldagem, conectada ao fio azul do fio de três núcleos, quando a cabeça de soldagem toca a peça de trabalho, a trava de segurança está ativada neste momento
⑦O pino numérico é o interruptor da cabeça de soldagem, conectado ao fio marrom do fio de três núcleos
⑧Pin No. é o interruptor de luz da cabeça de soldagem, conectado ao fio preto do fio de três núcleos, quando o gatilho é puxado, o botão do gatilho está ligado
Observe que somente quando não houver alarme e o sinal da trava do cofre e do botão de disparo estiver ligado, o sinal de saída da porta subsequente será enviado.
Interface de sinal do controlador 2
A extremidade 2 da interface de sinal usa uma interface 6P e a válvula de ar está relacionada à alimentação do fio
①Pés reservados
②Pés reservados (sincronizados com sinal de 4 pinos)
③/④O pé é a saída de 24 V da válvula, conecte à válvula
⑤/⑥O pino é o fio de sinal do alimentador de fio, a porta de sinal do alimentador de fio, independentemente de ser positivo ou negativo
Interface de sinal do controlador 3
①Pin é a entrada do sinal de alarme do laser +, se você precisar habilitá-lo, defina o nível de alarme de pressão do ar para alto em segundo plano
②Pin é enable+, conecte ao laser enable+
③O pino tem saída de 24 V, saída direta de 24 V + após ligar
④Pet No. é um terreno comum (terreno de referência para pés 1/2/3/5)
⑤O pino numérico é quantidade analógica + saída, a quantidade analógica é fornecida
⑥Pin é um sinal modulado por PWM
⑦O pino numérico é um sinal de modulação PWM+
Diagrama de fiação do controlador
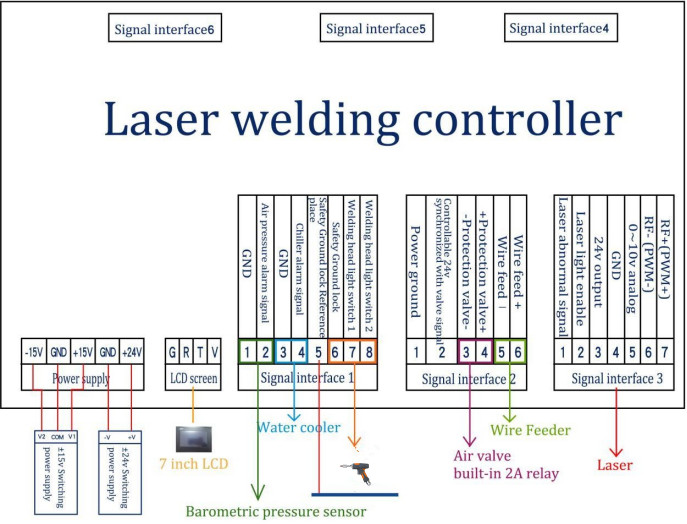
Nota: O terminal COM da fonte de alimentação chaveada de ±15V e o terminal -V (0V) da fonte de alimentação chaveada de +24V devem ser conectados ao GND e totalmente conectados à peça de trabalho ao mesmo tempo.O invólucro da fonte de alimentação chaveada deve ser conectado ao terra, caso contrário, um alarme de bloqueio de aterramento de segurança poderá ocorrer e nenhuma luz será emitida.
Interface de entrada óptica
A cabeça de soldagem SUP é adequada para a maioria dos geradores de laser industriais.Os conectores de fibra óptica comumente usados incluem IPG, Ruike, Chuangxin, Fibo, Tottenham, Jept, Kaplin, etc.
Quando a fibra é inserida, a cabeça de corte deve ser girada 90 graus para ficar na horizontal e, em seguida, a fibra é usada para evitar que poeira caia na interface.
método de instalação (miniaplicativos)
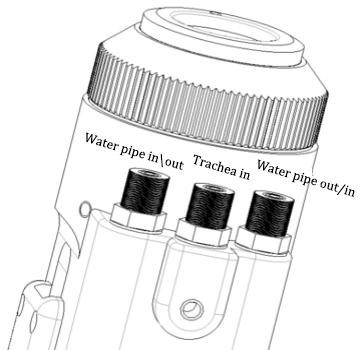
Interface de proteção do resfriador de gás e água
A interface do tubo de água e do tubo de ar pode ser instalada com mangueiras com diâmetro externo de 6 MM e diâmetro interno de 4 MM.O caminho do ar entra no meio, e os dois lados são tubulações de entrada e saída de água (independentemente da direção de entrada e saída), conforme mostrado abaixo:
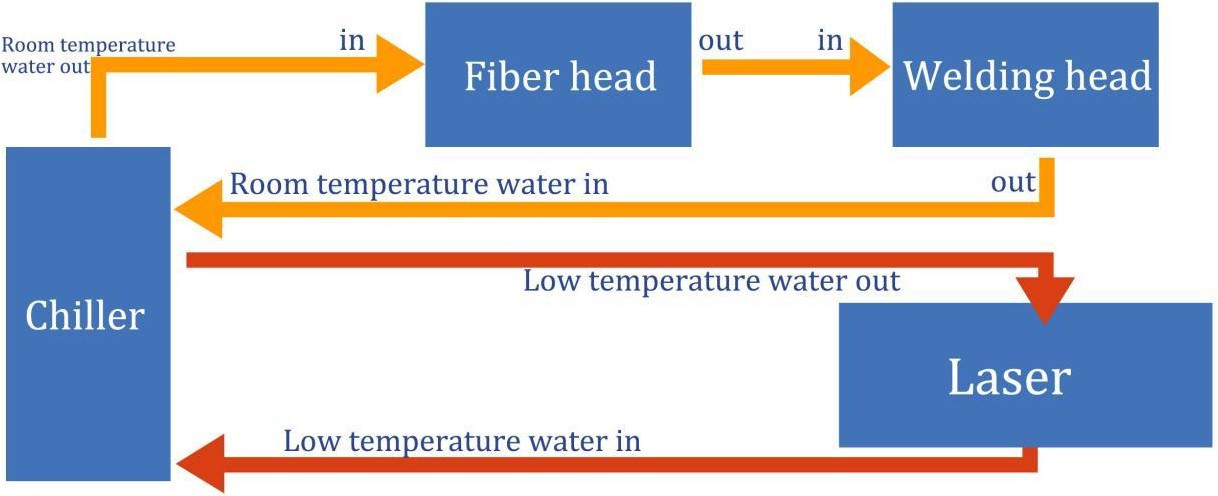
O sistema de resfriamento é dividido na parte do circuito de água do cabeçote de soldagem e na parte do circuito de água do cabeçote de fibra óptica, que são conectados em série, conforme mostrado na figura abaixo:
Interface de conexão da pistola de soldagem e da caixa de controle
A pistola de soldagem e a caixa de controle usam três fios para conectar, incluindo: linha de alimentação do motor de dois núcleos, linha de sinal do motor de cinco núcleos, trava de aterramento de segurança de três núcleos e linha de botão de gatilho
Os fios de alimentação/sinal do motor (dois fios pretos) estão diretamente conectados à parte do motor da cabeça de soldagem e podem ser desmontados (duas opções estão disponíveis: 1. Abra a tampa do motor e a placa lateral da pistola de soldagem portátil 2. Abra o caixa de controle Todos são plugues)
Fio de três núcleos do botão de bloqueio e acionamento com segurança usado Plugue de aviação removível: Fios de bloqueio e botão com segurança, dos quais 1 é azul, 2 é preto e 3 é marrom (conectado ao pino 6/7/8 da interface de sinal 1, consulte o definição de fiação da caixa de controle acima para detalhes)
Instalação do alimentador de arame
O plugue aéreo de dois núcleos na parte traseira do alimentador de arame está conectado ao pino 5/6 da interface de sinal 2. Consulte o seguinte para obter o método de instalação específico
Clique em: Instruções de instalação do alimentador de arame (miniaplicativos)
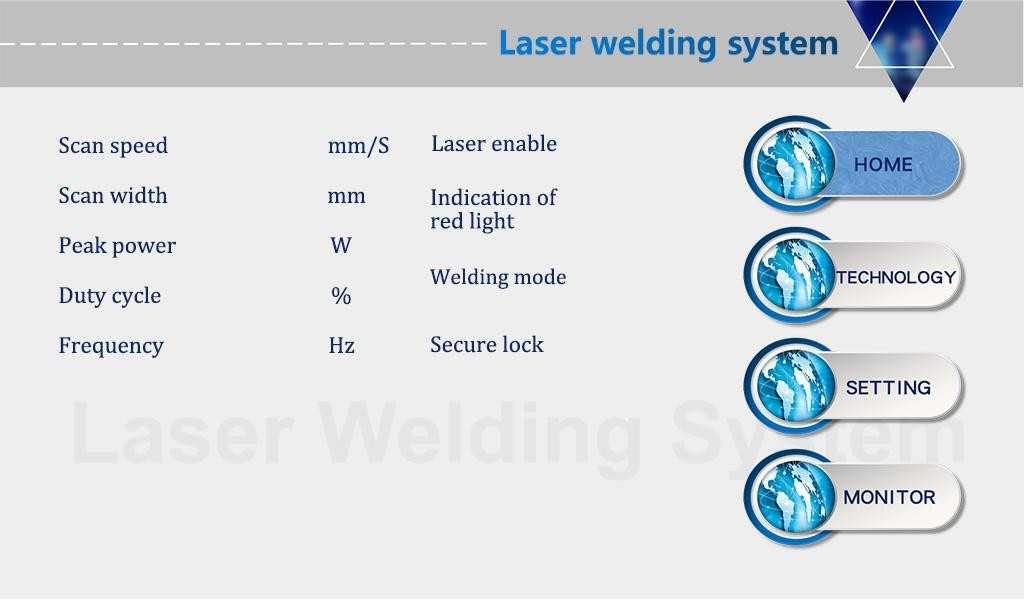
Painel de controle e guia de operação (a seguir está a versão V3.3)
Resumo da operação e guia de operação
O painel de operação da série SUP é composto principalmente por tela sensível ao toque e caixa de controle.
Toque na página principal, processo, configuração e monitoramento da interface de operação.
Tela principal de operação da tela sensível ao toque
①Nesta interface, você pode ver os parâmetros atuais do processo e informações instantâneas de alarme.
②O laser está habilitado e a luz vermelha indicadora acende quando é ligado.
③A trava de segurança geralmente é cinza e, quando a cabeça de soldagem toca a peça de trabalho, ela fica verde e pode ser processada.
④ Seleção do modo de soldagem, o padrão é contínuo.Quando configurado para soldagem por pontos, ele pode emitir luz intermitentemente para operação de soldagem por pontos, o que é conveniente para controlar o tempo de soldagem por pontos devido a erro humano.Esta função precisa ser definida conforme necessário (a versão V3.3 é a função acima)
Tela principal de operação do processo
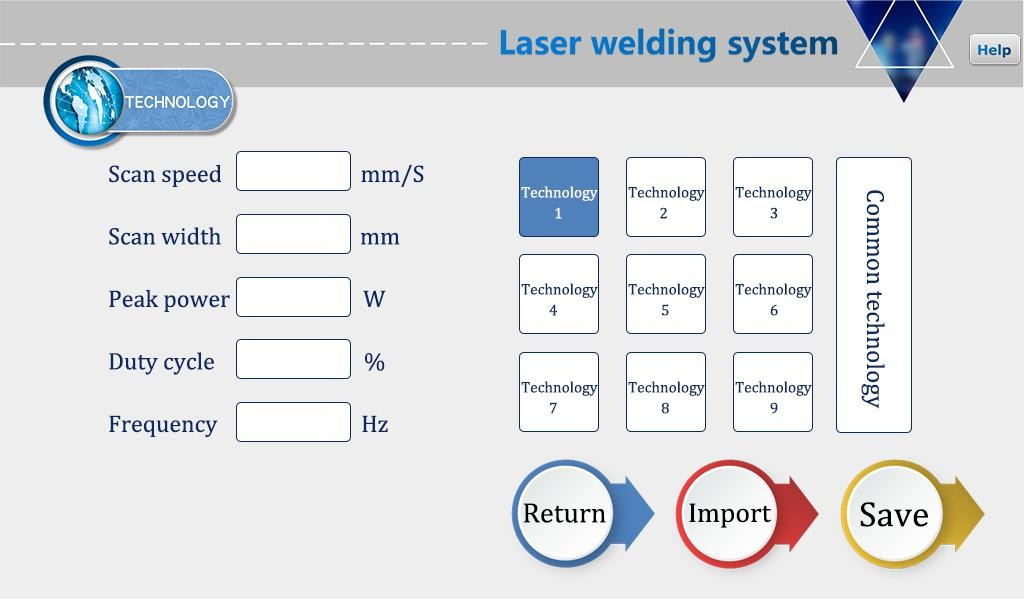
①A interface do processo contém os parâmetros do processo para depuração, que podem ser modificados clicando na caixa.Após a conclusão da modificação, clique em OK e salve-a no processo de atalho.Ao utilizá-lo, clique em Importar (Modificar-Salvar-Importar).
②A faixa de velocidade de digitalização é de 2-6000 mm/S e a faixa de largura de digitalização é de 0 ^ 5 mm.A velocidade de digitalização é limitada pela largura de digitalização.A relação de limitação é: 10≤velocidade de digitalização/(largura de digitalização*2) ≤1000 Se exceder o limite, ele se tornará automaticamente o valor limite.Quando a largura de digitalização é definida como 0, ela não digitaliza (ou seja, fonte de luz pontual) (a velocidade de digitalização mais comumente usada: 300 mm/S, largura 2,5 mm).
③A potência de pico deve ser menor ou igual à potência do laser na página de parâmetros (por exemplo, a potência do laser é 1000W, então o valor não é superior a
1000).
④Faixa de taxa de serviço de 0 a 100 (padrão 100, geralmente não precisa ser alterado).
⑤A faixa de frequência de pulso recomendada é de 5 a 5000 Hz (o padrão é 2.000, geralmente não precisa ser alterado).
⑥Clique no botão AJUDA no canto superior direito para obter mais explicações sobre os parâmetros relacionados.
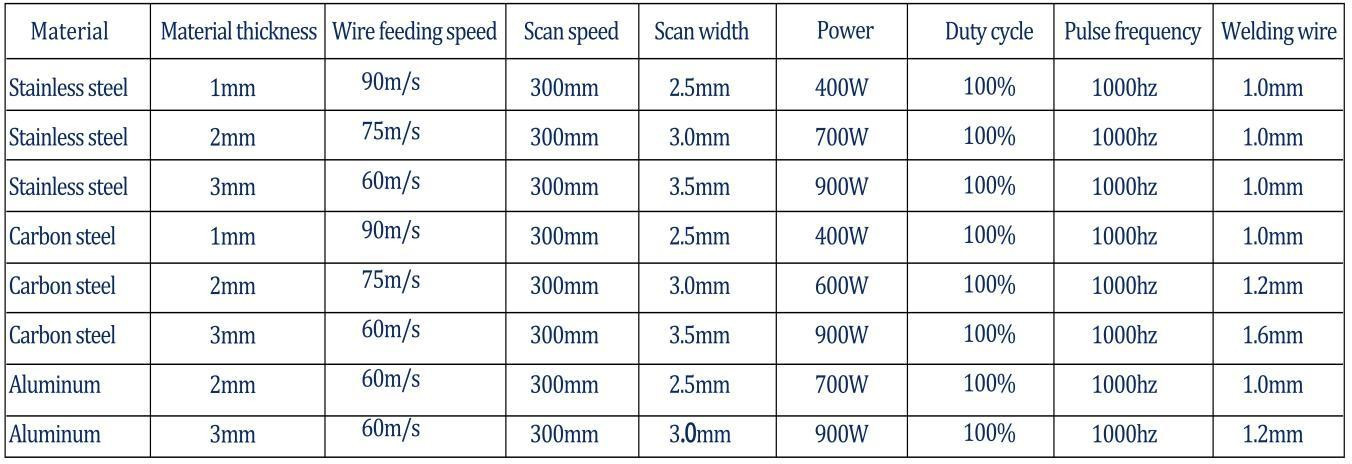
Referência do processo (sujeito às condições reais, o seguinte é apenas para referência)
Definir tela principal de operação
Senha 123456
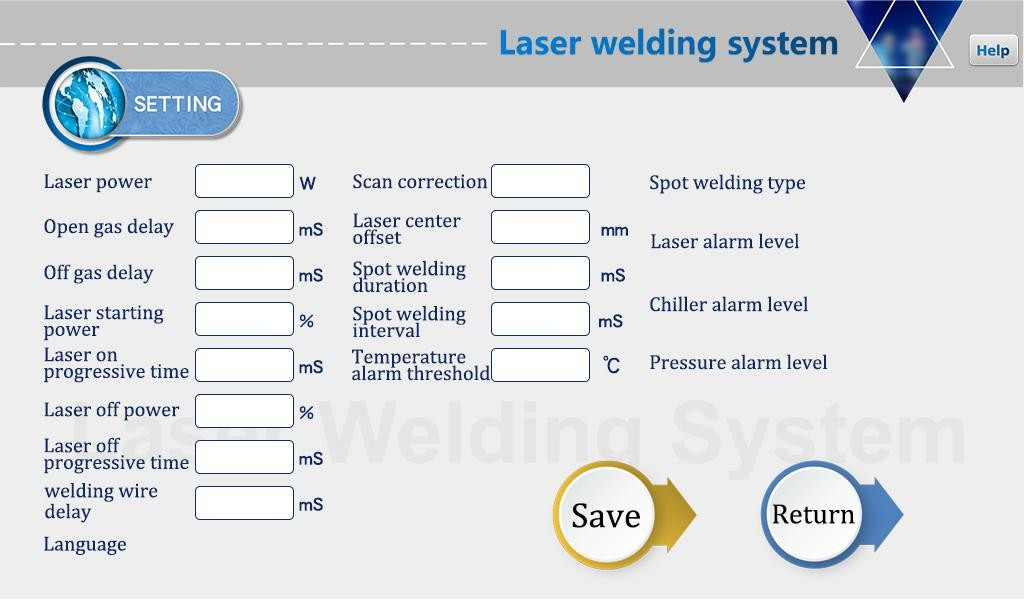
①A potência do laser é a potência máxima do laser usado.
②O padrão de atraso do ar do switch é 200 ms e o intervalo é de 200 ms a 3000 ms.
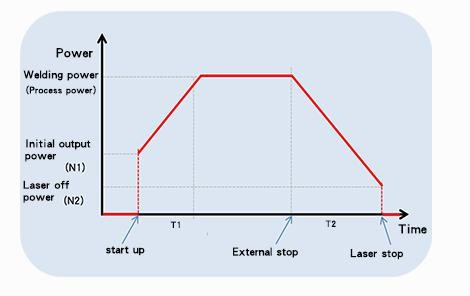
③Quando a luz é acesa, ela aumentará gradualmente de N1% da potência do processo para 100%;quando a luz estiver apagada, aumentará gradualmente de 100% da potência do processo.
Para N2;(conforme mostrado na figura abaixo).
④A compensação do atraso na alimentação do fio é o tempo de avanço da alimentação do fio em relação ao sinal luminoso, que pode ser usado em conjunto com a função de retirada.
⑤O limite máximo de alarme de temperatura é 70 ℃.Quando o valor for definido como 0, o alarme de temperatura não será detectado.
⑥Faixa de coeficiente de correção de varredura 0,01 ~ 4, largura da linha alvo do coeficiente/largura da linha de medição: geralmente 1,25.
⑦Deslocamento central do laser -3 ~ 3 mm, reduza e mova para a esquerda, aumente e mova para a direita.
⑧O sinal de nível de alarme é o padrão e o alarme blindado pode ser alterado diretamente para a detecção de nível correspondente.
⑨A duração da soldagem por pontos é o tempo de emissão de luz após acionar o gatilho, ou seja, mesmo que o botão seja liberado, a luz ainda será emitida de acordo com o tempo gasto (a versão V3.3 é a função acima)
⑩O tempo de intervalo de soldagem por pontos é o tempo da luz de parada entre duas soldagens por pontos após puxar o botão de gatilho (versão V3.3 e função superior)
⑧Clique no botão AJUDA no canto superior direito para obter mais explicações sobre os parâmetros relacionados.
Interface principal de monitoramento
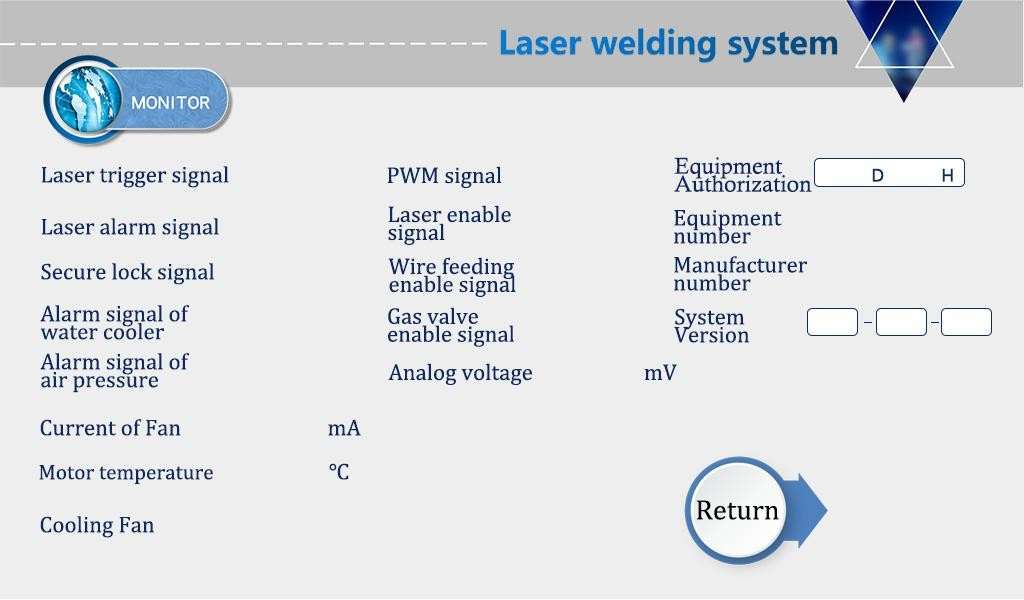
Esta interface mostra o status de cada sinal de detecção e informações do dispositivo
Clique na autorização do dispositivo para entrar na interface do tempo de uso autorizado, após inserir a senha o sistema pode ser autorizado para o tempo de uso
Os métodos de criptografia e descriptografia de autorização são os mesmos:
Método de descriptografia do sistema (Apple)Pode melhorar a largura e a espessura da alimentação do fio.